| 用途 |
|
| 特点 |
|
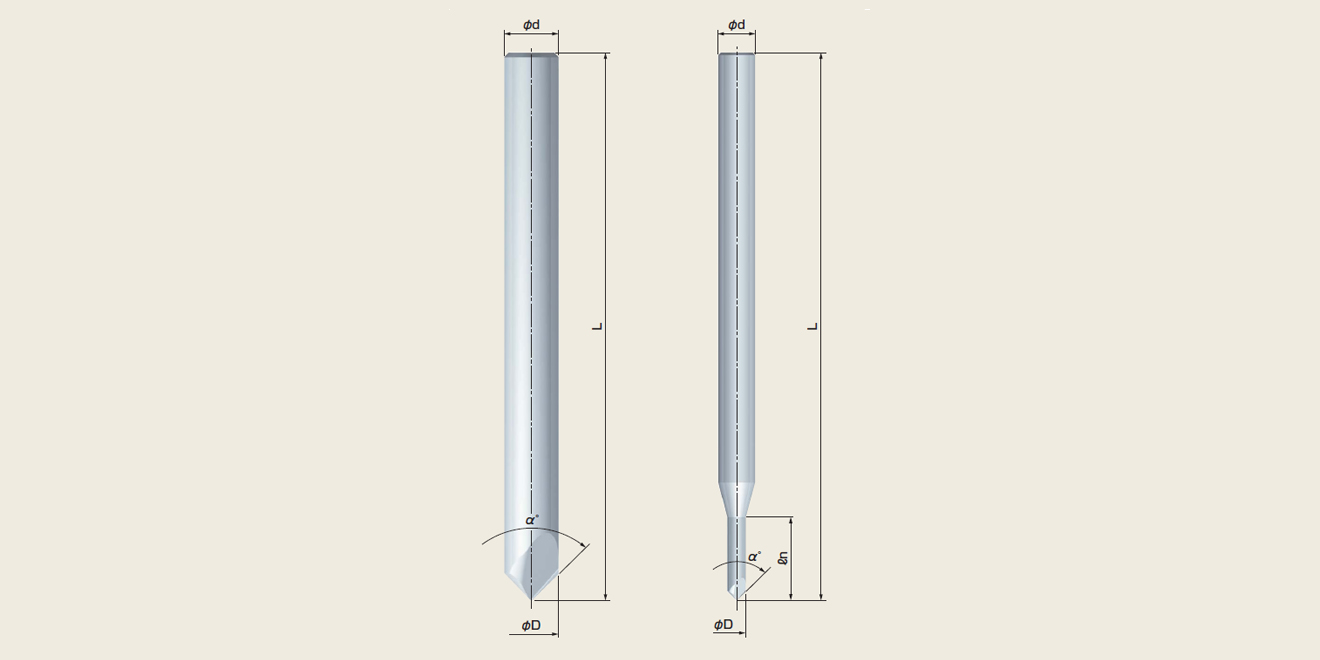
| 型号 | 图 | 刃数 | 尺寸(mm) | α° | 涂层 | 加工能力(mm) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| φD | φd | L | ln | 刃长X | 刃长Z | ||||||
| PKP0145 | ② | 1 | 1 | 4 | 55 | 9 | 0.5 | 0.5 | 90° | 无 | φ0.01-φ1 |
| PKP0245 | ② | 1 | 2 | 4 | 55 | 9 | 1.0 | 1.0 | 90° | 无 | φ0.01-φ2 |
| PKP0345 | ① | 1 | 3 | 3 | 55 | - | 1.5 | 1.5 | 90° | 无 | φ0.01-φ3 |
| PKP0445 | ① | 1 | 4 | 4 | 55 | - | 2.0 | 2.0 | 90° | 无 | φ0.01-φ4 |
| PKP0545 | ① | 1 | 5 | 5 | 55 | - | 2.5 | 2.5 | 90° | 无 | φ0.01-φ5 |
| PKP0645 | ① | 1 | 6 | 6 | 60 | - | 3.0 | 3.0 | 90° | 无 | φ0.01-φ6 |
| PKP0145C | ② | 1 | 1 | 4 | 55 | 9 | 0.5 | 0.5 | 90° | AlCrN | φ0.01-φ1 |
| PKP0245C | ② | 1 | 2 | 4 | 55 | 9 | 1.0 | 1.0 | 90° | AlCrN | φ0.01-φ2 |
| PKP0345C | ① | 1 | 3 | 3 | 55 | - | 1.5 | 1.5 | 90° | AlCrN | φ0.01-φ3 |
| PKP0445C | ① | 1 | 4 | 4 | 55 | - | 2.0 | 2.0 | 90° | AlCrN | φ0.01-φ4 |
| PKP0545C | ① | 1 | 5 | 5 | 55 | - | 2.5 | 2.5 | 90° | AlCrN | φ0.01-φ5 |
| PKP0645C | ① | 1 | 6 | 6 | 60 | - | 3.0 | 3.0 | 90° | AlCrN | φ0.01-φ6 |
| PKP0145DLC | ② | 1 | 1 | 4 | 55 | 9 | 0.5 | 0.5 | 90° | DLC | φ0.01-φ1 |
| PKP0245DLC | ② | 1 | 2 | 4 | 55 | 9 | 1.0 | 1.0 | 90° | DLC | φ0.01-φ2 |
| PKP0345DLC | ① | 1 | 3 | 3 | 55 | - | 1.5 | 1.5 | 90° | DLC | φ0.01-φ3 |
| PKP0445DLC | ① | 1 | 4 | 4 | 55 | - | 2.0 | 2.0 | 90° | DLC | φ0.01-φ4 |
| PKP0545DLC | ① | 1 | 5 | 5 | 55 | - | 2.5 | 2.5 | 90° | DLC | φ0.01-φ5 |
| PKP0645DLC | ① | 1 | 6 | 6 | 60 | - | 3.0 | 3.0 | 90° | DLC | φ0.01-φ6 |
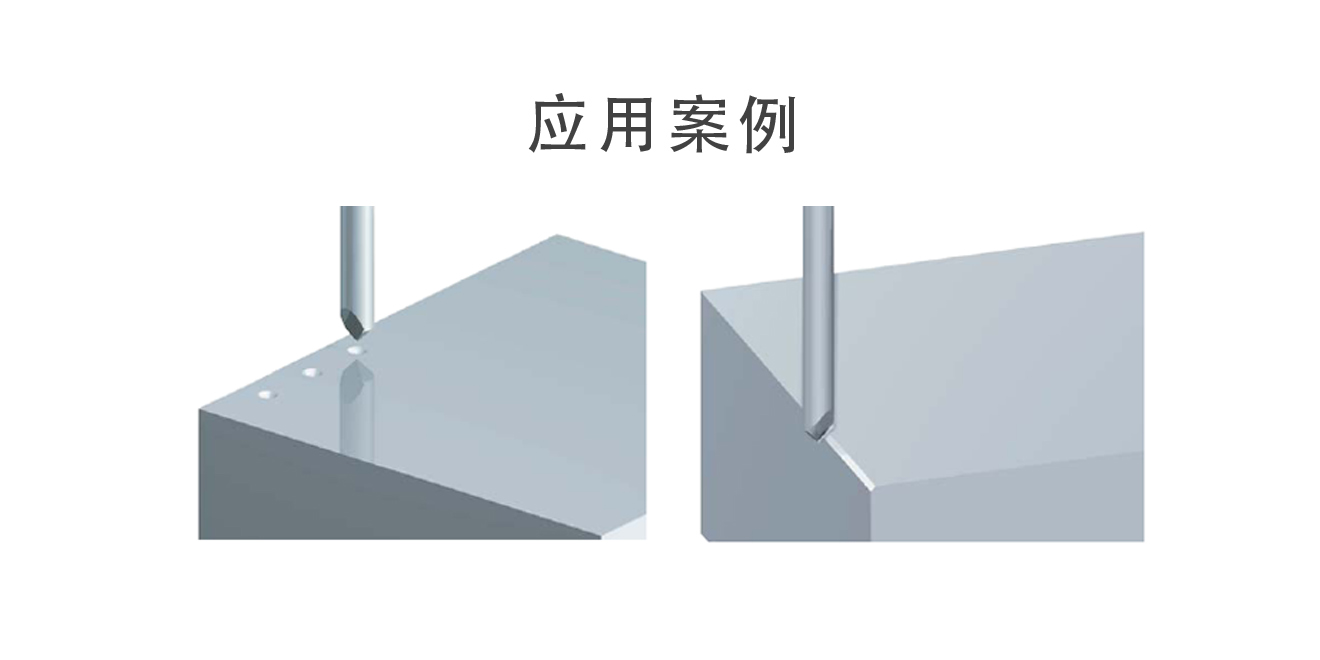
定位加工
| 材质 | 进刀量(fz) | 切削速度(m/min) | 旋转数(r.p.m.) | 切削液 | 推荐刀片 |
|---|---|---|---|---|---|
| 普通钢 | - | - | - | - | - |
| 合金钢 | - | - | - | - | - |
| 淬火钢HRC~45 | - | - | - | - | - |
| 淬火钢HRC45~65 | - | - | - | - | - |
| 不锈钢 | - | - | - | - | - |
| 铸铁 | - | - | - | - | - |
| 树脂 | - | - | - | - | - |
| 铝合金 | 0.05-0.08 | 150-250 | 10000 | YES |
KPK○○45* KPK○○45DLC* |
| 钛合金镍合金 | - | - | -- | - | - |
*○○表示上面表格中的型号数字,下面都相同
倒角加工
| 材质 | 进刀量(fz) | 切削速度(m/min) | 旋转数(r.p.m.) | 切削液 | 推荐刀片 |
|---|---|---|---|---|---|
| 普通钢 | 0.07-0.1 | 120-180 | 8000 | YES | KPK○○45C |
| 合金钢 | 0.07-0.1 | 120-180 | 8000 | YES | |
| 淬火钢HRC~45 | - | - | - | - | - |
| 淬火钢HRC45~65 | - | - | - | - | - |
| 不锈钢 | 0.05-0.07 | 120-180 | 8000 | YES | KPK○○45C |
| 铸铁 | 0.05-0.12 | 120-180 | 8000 | YES | |
| 树脂 | 0.1-0.15 | 120-180 | 10000 | YES |
KPK○○45 KPK○○45DLC |
| 铝合金 | 0.1-0.15 | 120-180 | 10000 | YES | |
| 钛合金镍合金 | - | - | -- | - | - |
V槽加工
| 材质 | 进刀量(fz) | 切削速度(m/min) | 旋转数(r.p.m.) | 切削液 | 推荐刀片 |
|---|---|---|---|---|---|
| 普通钢 | 0.05-0.7 | 120-180 | 8000 | YES | KPK○○45C |
| 合金钢 | 0.05-0.7 | 120-180 | 8000 | YES | |
| 淬火钢HRC~45 | - | - | - | - | - |
| 淬火钢HRC45~65 | - | - | - | - | - |
| 不锈钢 | 0.03-0.05 | 120-180 | 8000 | YES | KPK○○45C |
| 铸铁 | 0.04-0.06 | 120-180 | 8000 | YES | |
| 树脂 | 0.05-0.08 | 150-250 | 10000 | YES |
KPK○○45 KPK○○45DLC |
| 铝合金 | 0.05-0.08 | 150-250 | 10000 | YES | |
| 钛合金镍合金 | - | - | -- | - | - |
※精加工时,请尽量降低加工条件。不适用于C1以上的加工
※请根据工件形状,夹具状态,倒角量的大小和切刃位置来调节加工条件。倒角量大时,请尽量降低加工条件
※加工倒角时,当被削材料为SUS304等不锈钢的情况下,请用顺铣切削

{kind=link}
{kind=link}
{kind=link}